位置公差及其误差的高效测量方法 |
 |
机械零件加工时,不仅会产生尺寸误差,还会产生位置误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。
位置误差的分类
位置误差根据其位置,可以分为以下三类:
定向误差:平行度、垂直度和倾斜度
定位误差 :位置度、同轴度和对称度
跳动:圆跳动、全跳动
1、定向误差
定义:是被测实际要素对一具有确定方向的理想要素的变动量,该理想要素的方向由基准确定。
意义:定向误差值用定向最小包容区域(简称定向最小区域)的宽度或直径表示。定向最小区域是指按理想要素的方向包容被测实际要素时,具有最小宽度或直径的包容区域。理想要素首先要与基准平面保持所要求的方向,然后再按此方向来包容实际要素,所形成的最小包容区域,即定向最小区域。
定向公差具有如下特点:
1) 定向公差带相对基准有确定的方向,而其位置往往是浮动的。
2) 定向公差带具有综合控制被测要素的方向和形状的功能。
因此在保证功能要求的前提下,规定了定向公差的要素,一般不再规定形状公差,只有需要对该要素的形状有进一步要求时,则可同时给出形状公差,但其公差数值应小于定向公差值。
2、定位误差
定义:是被测实际要素对一具有确定位置的理想要素的变动量,该理想要素的位置由基准和理论正确尺寸来确定。
意义:定位误差值用定位最小包容区域(简称定位最小区域)的宽度或直径表示。定位最小区域是指以理想要素定位来包容被测实际要素时,具有最小宽度或直径的包容区域。
定位公差带的特点如下:
1) 定位公差相对于基准具有确定位置。其中,位置度公差带的位置由理论正确尺寸确定,同轴度和对称度的理论正确尺寸为零,图上可省略不注。
2) 定位公差带具有综合控制被测要素位置、方向和形状的功能。
在满足使用要求的前提下,对被测要素给出定位公差后,通常对该要素不再给出定向公差和形状公差。如果需要对方向和形状有进一步要求时,则可另行给出定向或形状公差,但其数值应小于定位公差值。
3、跳动
它可分为圆跳动和全跳动。
圆跳动:是指被测实际表面绕基准轴线作无轴向移动的回转时,在指定方向上指示器测得的最大读数差。
全跳动:是指被测实际表面绕基准轴线无轴向移动的回转,同时指示器作平行或垂直于基准轴线的移动,在整个过程中指示器测得的最大读数差。
跳动是某些形位误差的综合反映。
1)圆跳动
是指被测要素在某个测量截面内相对于基准轴线的变动量。圆跳动分为径向圆跳动、端面圆跳动和斜向圆跳动
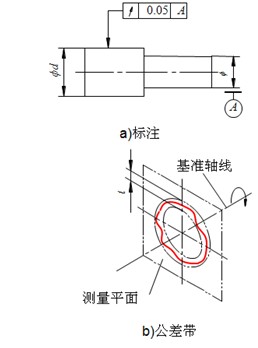
(1)径向圆跳动
公差带定义:公差带是在垂直于基准轴线的任一测量平面内,半径为公差值t,且圆心在基准轴线上的两个同心圆之间的区域。
fd圆柱面绕基准轴线作无轴向移动回转时,在任一测量平面内的径向跳动量均不得大于公差0.05mm。
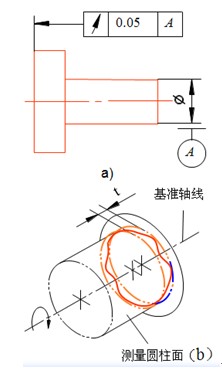
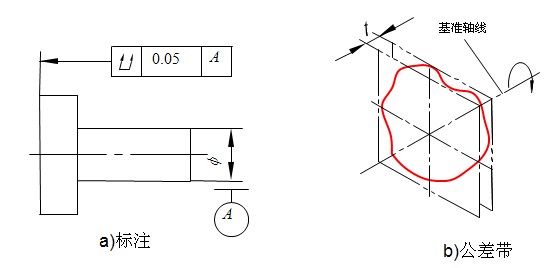
(2)端面圆跳动
公差带定义:公差带是在与基准轴线同轴的任一半径位置的测量圆柱面上沿母线方向距离为公差值t的两圆之间的区域。
当被测件绕基准轴线无轴向移动旋转一周时,在被测面上任一测量直径处的轴向跳动量均不得大于公差值0.05mm。
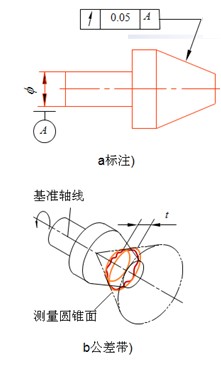
(3)斜向圆跳动
公差带定义:公差带是在与基准轴线同轴的任一测量圆锥面上距离为公差值t的两圆之间的区域,除特殊规定外,其测量方向是被测面的法线方向。
被测面围绕基准线A旋转一周时,在任一测量圆锥面上的跳动量均不得大于0.1mm
2)全跳动
全跳动――是指整个被测要素相对于基准轴线的变动量。全跳动分为径向全跳动和端面全跳动。
径向全跳动的公差带与圆柱度公差带的形状是相同的,但前者的轴线与基准轴线同轴,后者的轴线是浮动的,随圆柱度误差形状而定。
端面全跳动的公差带与端面对轴线的垂直度公差带是相同的,因此两者控制位置误差的效果也是一样的。
(1)径向全跳动:公差带是半径差为公差值t,且与基准轴线同轴的两圆柱面之间的区域。

如图所示ød圆柱面绕基准轴线作无轴向移动的连续回转,同时,指示表作平行于基准轴线的直线移动,在整个测量过程中,指示表的最大读数差不得大于公差值0.05mm。径向全跳动是被测圆柱面的圆柱度误差和同轴度误差的综合反映。
(2)端面全跳动:公差带是距离为公差值t,且与基准轴线垂直的两平行平面之间的区域。
如图所示,端面绕基准轴线作无轴向移动的连续回转,同时,指示表作垂直于基准轴线的直线移动,在整个测量过程,指示表的最大读数差不得大于公差值0.05mm。
位置误差高效测量方法
位置误差高效检测方法:直接利用我们太友的数据采集仪连接百分表测量法
测量仪器:偏摆仪、百分表、QSmart 数据采集仪
测量原理:数据采集仪可从百分表中实时读取数据,并进行位置误差的计算与分析,可直接通过我们数据采集软件的计算,测量定位误差、定向误差以及跳动误差等位置误差值。

系统优势:
1)无需人工用肉眼去读数,可以减少由于人工读数产生的误差;
2)无需人工去处理数据,数据采集仪会自动计算出各种位置误差值。
3)测量结果报警,一旦测量误差值大于公差值时,数据采集仪就会自动报警。
以上是对机械零件位置公差及其误差检测方法的介绍,如需了解更多有关机械测量方面的内容,可查看:跳动误差测量或直接与我们工作人员联系!020-85530201
| 

